
 English
EnglishTIN TỨC
Màng nhựa dạng thổi – loại nào hiệu quả nhất ?

Mar
Thổi màng là một trong những phương pháp sản xuất phim phổ biến nhất. Tuy nhiên, việc chọn loại nhựa màng thổi phù hợp không phải là một nhiệm vụ dễ dàng vì mỗi sản phẩm yêu cầu các đặc tính cụ thể, dẫn đến nguyên liệu đầu vào khác nhau. Vì vậy, chính xác làm thế nào để chúng ta tìm thấy những cái chính xác? Hãy cùng tìm hiểu trong bài viết này!
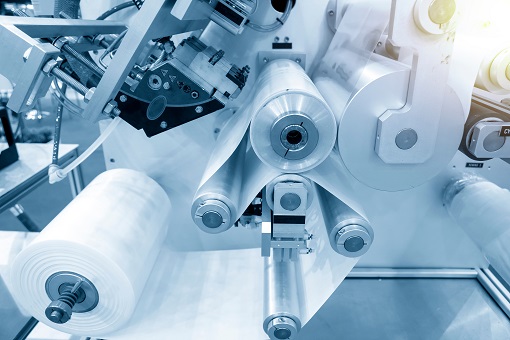
1. Màng thổi là gì?
Màng thổi (còn được gọi là màng hình ống) là một trong những phương pháp sản xuất phim phổ biến nhất. Để bắt đầu quá trình, hỗn hợp vật liệu được đưa vào máy đùn thông qua một phễu. Sau khi được nấu chảy, nó đi qua một khuôn dạng khe hình khuyên và được tạo thành một ống mỏng. Sau đó, ống được làm mát bằng vòng không khí và tiếp tục di chuyển lên trên cho đến khi nó đi qua các cuộn nip, nơi nó được làm phẳng. Ống phẳng này sau đó được đưa trở lại thông qua nhiều con lăn hơn. Các cạnh của tấm phẳng được cắt ra để tạo ra hai tấm phim phẳng và được quấn vào cuộn.
2. Công nghệ thổi màng được sử dụng để làm gì?
Màng thổi được sử dụng rộng rãi trong nhiều ứng dụng để tạo ra các sản phẩm khác nhau, từ màng một lớp đơn giản cho túi đến các cấu trúc nhiều lớp rất phức tạp được sử dụng trong bao bì thực phẩm. Một số sản phẩm của quá trình này bao gồm: Màng và túi công nghiệp
Phim nông nghiệp và xây dựng
Phim rào cản
Phim căng
Màng bám PVC
Cán màng
Can liners
Hệ thống ống
3. Tại sao cần xem xét thổi nhựa phim ?
Như đã đề cập ở trên, có nhiều loại màng là đầu ra của quá trình thổi màng. Tuy nhiên, mỗi sản phẩm có một số đặc tính riêng về độ kết dính, độ cứng, độ dẻo dai, độ định hình, độ dày,… do đó cần có sự lựa chọn cẩn thận về loại hạt nhựa đầu vào để đảm bảo rằng sản phẩm cuối cùng có thể đáp ứng mọi yêu cầu tiêu chuẩn.
Bên cạnh đó, việc lựa chọn loại hạt nhựa cũng vướng vào vấn đề chi phí sản xuất vì chi phí nguyên vật liệu chiếm tới 80% tổng chi phí làm phim. Do đó, việc đưa ra quyết định đúng đắn về loại hạt nhựa đầu vào cũng giúp các nhà sản xuất nhựa tiết kiệm được một khoản chi phí lớn.
4. Nhựa màng thổi phổ biến nhất
Polyethylene (PE)
Tất cả các loại PE đều giống nhau về mặt hóa học: một loạt các quy trình chế biến và đặc tính sản phẩm là kết quả của các dạng phân nhánh, mức độ kết tinh và mật độ khác nhau.
PE là cơ sở của hầu hết các cấu trúc màng thổi đùn co Được sử dụng trong các lớp keo và số lượng lớn màng trong quá trình tạo hình Thường được kết hợp với nhau để tối ưu hóa hồ sơ tài sản, khả năng xử lý và chi phí Kháng hóa chất tuyệt vời 
High-density PE (HDPE)
Loại nhựa này tạo ra một lớp màng chắn cứng hơn giúp bảo vệ độ ẩm giúp sản phẩm luôn khô ráo và tươi mới.
Mật độ cao nhất trong các loại PE do không phân nhánh và mức độ kết tinh cao – đóng gói tốt trong một mảng 3-D
ρ = 0,93-0,97 g / cc
Nhiệt độ quy trình là khoảng 220 ° C
Được sử dụng với số lượng lớn hoặc các lớp bên ngoài
Rào cản hơi nước tốt – bảo vệ EVOH
Độ cứng và độ dai vừa phải
Nhiều khói mù hơn (do kết tinh)

Low-Density PE (LDPE)
Đối với màng trong suốt, chống lạm dụng, dễ dàng hơn để xử lý và sử dụng trên dây chuyền đóng gói.
p = 0,91-0,93 g / cc do mức độ phân nhánh chuỗi dài cao và độ kết tinh thấp (đóng gói không tốt)
Nhiệt độ quy trình khoảng 210 ° C
Được sử dụng với số lượng lớn hoặc các lớp keo
Độ rõ nét vượt trội, độ dẻo dai, sức mạnh va chạm phi tiêu
Con dấu tốt và độ bền nóng, độ bắt đầu con dấu thấp T
Các nhánh dài cải thiện độ bền tan chảy trong hỗn hợp

Polypropylene (PP)
Độ trong và độ ẩm tuyệt vời, có khả năng chịu nhiệt tốt hơn PE – thường được sử dụng bên ngoài màng ngăn chất lỏng, cho phép nhiệt độ thanh niêm phong cao hơn và niêm phong tốt hơn.
p = 0,90-0,91 g / cc
Nhiệt độ quy trình là khoảng 230 ° C
Được sử dụng với số lượng lớn hoặc các lớp bên ngoài
Rào cản hơi nước tốt, với hình thức quang học tốt hơn nhiều so với PE

Polyamide Family – Nylons (PA)
Cũng giống như polyetylen, nylon có thể được thiết kế để mang lại nhiều đặc tính cho màng. PA được sử dụng cho các màng chắn bền chắc, có thể định dạng nhiệt với độ cứng và khả năng chống đâm thủng tốt. Các lớp terpolymer mới có sẵn để giải quyết các vấn đề xử lý có thể phát sinh do mật độ cao và độ bền nóng chảy thấp.
p = 1,12-1,15 g / cc
Rào cản oxy, dầu và hương vị
Cứng, mạnh, dai, có thể định hình, thanh niêm phong PA6 – rào cản O2 tốt hơn, rào cản H2O kém hơn, 250 ° C
PA6 / 66 – rõ ràng hơn, tính chất vật lý tốt hơn, 240 ° C
PA vô định hình – pha trộn <20% với PA6 hoặc PA6 / 66 để có độ trong và chống ẩm tốt hơn (giữ lại rào cản)

Ethylene Vinyl Alcohol Family (EVOH)
Rào cản tuyệt vời đối với oxy, dầu và hương liệu – nếu được giữ khô ráo.
Copolyme với hàm lượng Vinyl Alcohol khác nhau để điều chỉnh các đặc tính của rào cản
Nhiệt độ quy trình là khoảng 220 ° C
Luôn được sử dụng trong các lớp lõi Tuân theo PA và buộc nhựa, nhưng không phải PE
Tối thiểu năm lớp: PE / tie / EVOH / tie / PE
Thường được ép chặt giữa hai lớp PA: PE / tie / PA / EVOH / PA / tie / PE

Ethylene Vinyl Acetate (EVA)
Loại nhựa đồng trùng hợp dính này với các đặc tính có thể điều chỉnh được thường được kết dính dưới dạng lớp bên trong (chất bịt kín) hoặc lớp ngoài.
Tính chất vật lý thay đổi theo hàm lượng VA
Nhiệt độ quy trình khoảng 190-200 ° C
Độ rõ ràng cao, tính linh hoạt, nhiệt độ bắt đầu niêm phong thấp, độ bám dính tốt, chống va đập và đâm thủng

Metallocene PE (mLLDPE)
Tương tự như LLDPE, nhưng được tạo ra thông qua một chất xúc tác hóa học khác (metallocene), dẫn đến độ dài chuỗi và phân nhánh chính xác hơn. Các nhà sản xuất nhựa có thể tinh chỉnh các cấp cho các ứng dụng cụ thể và các cấp phù hợp mới hiện có sẵn cho các nhu cầu thích hợp. Đối với các loại mLLDPE phổ biến nhất:
Nhiệt độ quy trình là khoảng 225 ° C
Cải thiện các thuộc tính so với LLDPE tương tự
Cải thiện quang học (độ trong, độ bóng)
Đặc tính niêm phong tốt hơn
Có thể khó xử lý hơn (độ mỏng khi cắt thấp)

