
 Tiếng Việt
Tiếng ViệtNEWS
Blowing film resin – which is the most effective

Mar
Blowing film is one of the most popular methods of film manufacture. However, it’s not an easy mission to choose the right blowing film resin because each product requires specific properties, which leads to different input materials. So how exactly do we find the correct ones? Let’s hammer out in this article!
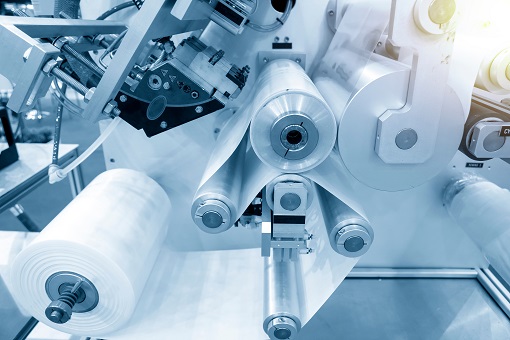
1. What is blowing film?
Blowing film (also known as the Tubular film) is one of the most common methods of film manufacture. To initiate the process, materials mixture is entered into the extruder through a hopper. After being melted, it goes through an annular slit die and is formed as a thin tube. The tube is then cooled by the air ring and continues moving upwards until it passes through nip rolls, where it is flattened. This lay-flat tube is then taken back down via more rollers. The edges of the lay-flat are slit off to produce two flat film sheets and wound up onto reels.
2. What is blowing film technology used for?
Blowing film is widely used in many applications to create various products, ranging from simple monolayer films for bags to very complex multilayer structures used in food packaging. Some products of this process include:
- Industrial films and bags
- Agricultural and construction films
- Barrier films
- Stretch films
- PVC cling films
- Laminating films
- Can liners
- High barrier small tube systems.
3. Why need to consider blowing film resin ?
As mentioned above, there are many types of films which are the outputs of the blowing film process. However, each product has some particular properties regarding adhesion, stiffness, toughness, formability, thickness,…thus requiring mindful choices of input resins to ensure that end products can meet all standard requirements.
Besides, the choice of resins is also about the production cost problem as raw material cost accounts for up to 80% of the overall cost of making film. Therefore, making the right decision on the input resins also helps plastic manufacturers save a large amount of expense.
4. Most common blowing film resin
Polyethylene (PE)
All types of PE are chemically identical: a wide range of processing and product properties results from different forms of branching, crystallinity levels and densities.
- PE is the basis of most co extruded blown film structures
- Used in sealant layers and in-forming film bulk
- Often blended together to optimize property profiles, processability and cost
- Excellent chemical resistance

High-density PE (HDPE)
This resin produces a stiffer barrier film that offers moisture protection to keep products dry and fresh.
- Highest density of the PE types due to lack of branching and high crystallinity levels – packs well in a 3-D array
- ρ = 0.93-0.97 g/cc
- Process temperature is roughly 220°C
- Used in bulk or outside layers
- Good water vapor barrier – protects EVOH
- Moderate stiffness and toughness
- More haze (due to crystallinity)

Low-Density PE (LDPE)
For clear, abuse-resistant films, which are easier to process and use on packaging lines.
- p = 0.91-0.93 g/cc due to high degree of long-chain branching and low crystallinity (doesn’t pack well)
- Process temperature is roughly 210°C
- Used in bulk or sealant layers
- Superior clarity, toughness, dart impact strength
- Good seal and hot tack strength, low seal initiation T
- Long branches improve melt strength in blends

Polypropylene (PP)
Excellent clarity and moisture barrier, with better heat resistance than PE – often used on the outside of a barrier film for liquids, to permit higher sealing bar temperatures and better seals.
- p = 0.90-0.91 g/cc
- Process temperature is roughly 230°C
- Used in bulk or outside layers
- Good water vapor barrier, with much better optical appearance than PE

Polyamide Family – Nylons (PA)
Just like polyethylenes, nylons can be designed to bring a wide range of properties to films. PAs are used for robust, thermoformable barrier films with good stiffness and puncture resistance. New terpolymer grades are available to solve processing issues that can arise due to high density and low melt strength.
- p = 1.12-1.15 g/cc
- Barrier for oxygen, oil and flavors
- Stiff, strong, tough, formable, seal bar release
- PA6 – better O2 barrier, poorer H2O barrier, 250°C
- PA6/66 – clearer, better physical properties, 240°C
- Amorphous PA – blend <20% with PA6 or PA6/66 for better clarity and moisture resistance (retain barrier)

Ethylene Vinyl Alcohol Family (EVOH)
Excellent barrier to oxygen, oils, and aromas – if kept dry.
- Copolymers with varying Vinyl Alcohol content to adjust barrier properties
- Process temperature is roughly 220°C
- Always used in core layers
- Adheres to PA and tie resins, but not PE
- Minimum five layers: PE/tie/EVOH/tie/PE
- Often coextruded between two layers of PA: PE/tie/PA/EVOH/PA/tie/PE

Ethylene Vinyl Acetate (EVA)
This sticky copolymer resin with adjustable properties is usually coextruded as the inner (sealant) or outer layer.
- Physical properties vary with VA content
- Process temperature is roughly 190-200°C
- High clarity, flexibility, low seal initiation temperature, good adhesion, impact and puncture resistance

Metallocene PE (mLLDPE)
Similar to LLDPE, but made via a different catalyst chemistry (metallocene), resulting in more precise chain lengths and branching. Resin producers can fine-tune grades for specific applications, and new tailored grades are now available for niche needs. For the most common mLLDPE grades:
- Process temperature is roughly 225°C
- Improves properties over similar LLDPE
- Improves optics (clarity, gloss)
- Better sealing properties
- Can be more difficult to process (low shear-thinning)

